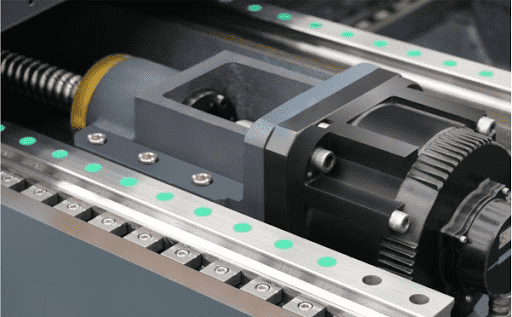
I CNC vertikalt dreiebenker utstyr,Slewing lagerer en av kjernekomponentene som gjenspeiler maskinens generelle ytelse og realiserer maskinens nøyaktighet. Vi krever at den kjører i høy hastighet og tåler tunge arbeidsstykker samtidig, med presis løpende nøyaktighet og veldig høy anti-flekkMomentkapasitet, og Slewing lager er nøkkelen til å fullføre støttetabellen. Installasjonen og forhåndsinnlasting avplatespillerSlewingpeilinger også vanskelig, justeringen er vanskeligere å sikre, den generelle presisjonen til tabellen er vanskelig å forbedre.
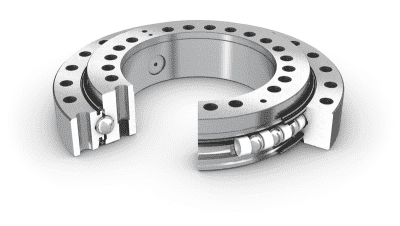
Som et resultat, mer kompaktkrysset rullSlewinglagrebrukes som tilbyr materielle kostnadsbesparelser, forenklede designløsninger, høyere begrensende hastigheter, forbedret løpende nøyaktighet og stabilitet og høyereLast bæreevneog stivhet. Denne artikkelen beskriveraPpliseringtilSlewingpeilingi CNC vertikal dreiebenk for å oppnå sine perfekte ingeniøregenskaper.
1. Run-out nøyaktighet
Slewing bØreløp-utekan deles inn i synkron utkjøring og asynkron utkjøring, der påvirkningen av synkron utkjøring på den totale utkjøringen av tabellen kan minimeres ved å slipe tabelloverflaten. Derfor, den bedre kontrollen avSlewingpeiling asynkron løp-ute, jo mindre finaleRadial og aksial løp-uteav arbeidsbilen og jo høyere løpende nøyaktighet. I valget avSlewingpeiling merkevare- og presisjonsnivå, det anbefales ikke bare å fokusere på Slewingbærende monteringsløp-ute, men bør ha en grundig forståelse av virkningen avSlewingpeilingasynkrone utkjørte presisjonsstandarder.
2. Forme og stedstoleranse
De Slewing lageraksel Monteringsflateroggirringkrever flathet, vinkelrett, rundhet og sylindrisitet som er i samsvar medpresisjonSlewinglagre. Å kontrollere denne formen og posisjonstoleransene gir ikke bare bedre monteringsnøyaktighet, men unngår også stresskonsentrasjoner forårsaket av overdreven eksentrisitet avdeSlewing Ringindre og ytre ringog forlengerlevetiden tilSlewingpeiling. Angående behandlingsstandarder for form og Slewing Ringposisjonstoleranser, anbefales det å konsultere oss direkte for å matche deres Slewingbærer nøyaktighet.

3. Axial forhåndsinnlasting
Skjæringstesten av CNC vertikale dreiebenker legger stor vekt på ruheten i arbeidsstykkets ende ansikt og ytre sirkel, og en av nøklene for å bestemme ytelsen er stivheten til systemet. Systemets stivhet inkluderer stivheten til rammestrukturen, stivheten til Slewingpeilingosv. Stivheten til Slewingpeilingofte avhenger avSlewing lagerAxial forhåndsinnlasting.
Derfor er det veldig viktig å vurdere påvirkning av temperatur og belastning, og angiden aksiale forhåndsinnlastingen avSlewingpeiling.
Post Time: Aug-31-2020