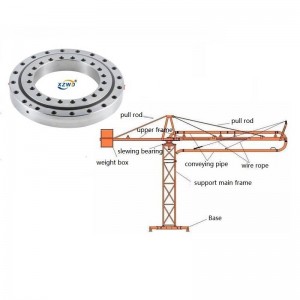
kraftige dreieskivelager med ekstern girsvingring




Kontakt- og bøyestyrken til gir under brudd- og utmattelsesbelastninger ble beregnet og verifisert i henhold til henholdsvis ISO6336-1:2006, ISO6336-2:2006 og ISO6336-3:2006.Sf er 1,48 og girnettklaringen er justert for det høyeste punktet for radiell utløp avsvinglagergirsirkel.Minste tannklaring er typisk 0,03 til 0,04x modul, og tannhjulsinngrepsklaringen til pinjonghjulene på hele omkretsen må kontrolleres på nytt etter endelig festing avsvinglager.
En-rads firepunkts kontaktkulesvingring intern ballmaskiningsnøyaktighet og intern løpebanebearbeidingsnøyaktighet er ikke høy, eller det er kvalitetsfeil og mangel på smøreolje i løpebanerullen og avstandsstykkekollisjonen, påvirker direkte den jevne driften av svingringen og støy, så når du sjekker svingringens defekter, noen ganger ved å erstatte ballen for å redusere frekvensen av feil.
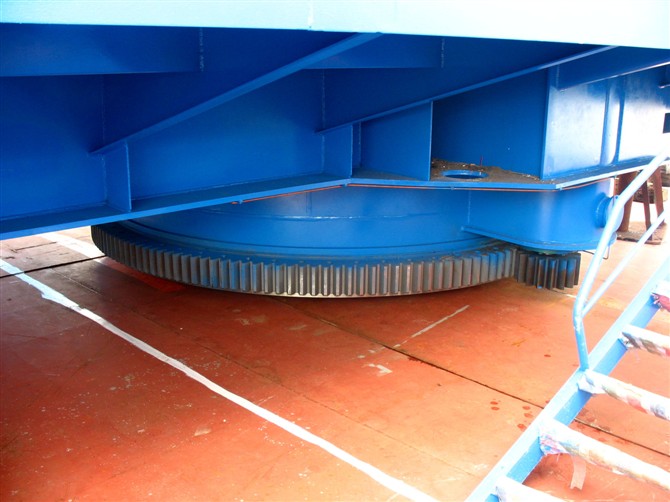
På grunn av utstyret under belastning etter lang arbeidstid, vil det være et lite stykke metall eller metallstrimmel nær stigningslinjen, groper eller gnager av metallspon, dannelse av groper eller tenner.Svinglagertannoverflaten groper med økningen i arbeidstid og utvider seg slik at svinglagerets tannskader, tårnkranens rotasjonsstøy og slag øker, syklusen av slag nedover metallpartiklene og akselererer slitasjen på svingringens tannoverflate, danner en ond sirkel.I tillegg har produksjonen og monteringen av startmotoren i svingringmekanismen sine egne defekter for å produsere støtjitter, og inngrepsprosessen til drivhjulet med svinglageret er ustabil, noe som også øker frekvensen av jitter og etterklangsstøy desibel.

Hvis sveisekvaliteten ikke er opp til standard, må sveisefeilen omarbeides og sveises på nytt.I reparasjonen vil sveisereparasjon ikke bare produsere ny sveisespenning, og flatheten til den maskinerte monteringsflaten vil også ha stor innvirkning, samtidig vil sveisestrømmen som genereres i svinglageret gjennom det indre rullelegemet og svingringens løpebane også forårsake noen skade.I tillegg kan monteringsfeil ved produksjonsmontering, feltinstallasjon av tappgjengingen og boltforspenning også gi unormal støy eller skravling dersom kravene ikke er oppfylt.
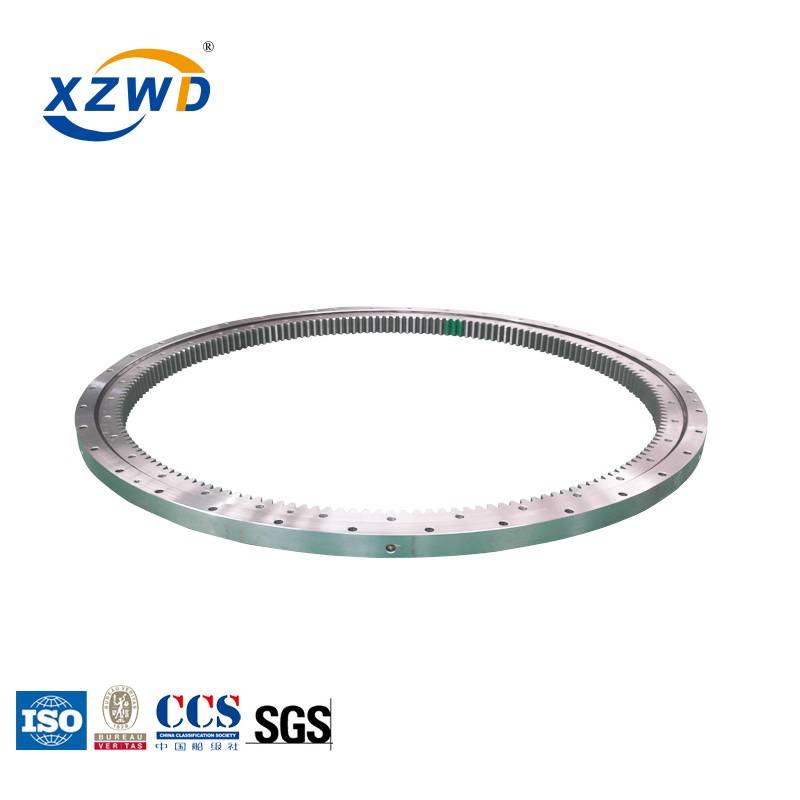
svingkrans hovedformer er ekstern og intern type, de store og små tannhjulene griper dårlig inn, noen ganger stramme, noen ganger løs, i svingkransen går tannen ut maksimal posisjon meshing for stramt produsere støy.Så produksjonsprosessen er kritisk.Svinglager som nettopp har forlatt fabrikken i tomgang vil gi en rullende stålkule, noe som er normalt.Slik som i uniform normal ringing ledsaget av en annen unormalt stor ringing er unormal.Det er mange årsaker til feilen.
1. Vår produksjonsstandard er i henhold til maskinstandard JB/T2300-2011, vi har også blitt funnet de effektive kvalitetsstyringssystemene (QMS) i ISO 9001:2015 og GB/T19001-2008.
2. Vi vier oss til FoU av tilpassede svinglager med høy presisjon, spesielle formål og krav.
3. Med rikelig med råvarer og høy produksjonseffektivitet kan selskapet levere produkter til kundene så raskt som mulig og forkorte tiden for kundene til å vente på produkter.
4. Vår interne kvalitetskontroll inkluderer første inspeksjon, gjensidig inspeksjon, kvalitetskontroll i prosessen og prøvetakingskontroll for å sikre produktkvalitet.Selskapet har komplett testutstyr og avansert testmetode.
5. Sterk etter-salg service team, rettidig løse kundeproblemer, for å gi kundene en rekke tjenester.